
Quality risk control of polyurethane resin applied to wind power blades
2024/07/24
In the pultrusion molding process, epoxy resin is the most widely used resin system in wind power composite materials because of its excellent mechanical properties, heat resistance, corrosion resistance and stable curing process, and is also the first choice of matrix resin, which is difficult to be completely replaced in the short term. However, from the perspective of the development trend of the resin and wind power industry, reducing manufacturing costs to achieve the cost reduction of the entire system is an important direction, and polyurethane resin is considered to be a potential "substitute".
The advantages and disadvantages of polyurethane resin applied to wind power blades are very obvious, the core is to shorten the production time of the blades to improve efficiency, the total process time can be reduced by about 20%, while reducing the weight of the blades by about 5%, which is very consistent with the trend of blade lightweight. From the point of view of mechanical properties, polyurethane resin greatly improves the compressive and transverse tensile properties of unidirectional glass fiber composite materials, which is suitable for making large structural parts and has better fatigue resistance. In addition, the direct injection process of polyurethane enables the resin to be injected more precisely into the mold, which minimizes waste and avoids VOC release. However, polyurethane has high requirements on the process, and relevant effective measures need to be taken in the application process to reduce the risk of leaf quality.
PART 1 Introduction to polyurethane materials
Polyurethane (PU) refers to a polymer that contains a carbamate group in its molecular structure. Carbamates are generally obtained by the reaction of isocyanates with alcohols. Polyurethane material is a kind of multi-purpose synthetic resin with a variety of product forms, including foam, elastomers, coatings, adhesives, fibers, synthetic leather, waterproof materials and paving materials.
The polyurethane resin used on wind turbine blades is a two-component thermosetting resin system composed of polyols and isocyanates.
Both polyurethane resin and epoxy resin are applied to wind power blades, and the material characteristics are compared, as shown in Table 1.
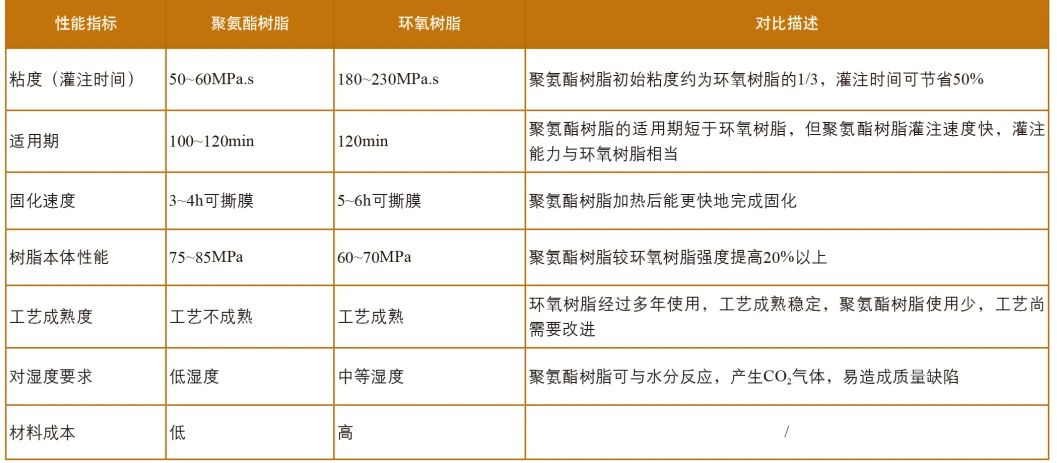
Table 1 Material characteristics comparison table
As can be seen from Table 1, compared with epoxy resin, the process of polyurethane resin is immature and needs to be improved, requiring production in a low humidity environment (general humidity requirements ≤70%). High humidity will affect the moisture removal effect of the leaves and easily cause leaf bubble defects. Therefore, polyurethane blades are not suitable for production in areas with high humidity in the south (especially coastal areas), but are suitable for production in dry areas in the north.
PART 2 Application characteristics of polyurethane resin
2.1 Material Storage
Isocyanates and polyols are generally specified in the product safety manual MSDS, stored in a closed container and moisture-proof, its storage temperature between 10 ° C and 30 ° C. The main reason is that isocyanate will slowly react with water to form polyurea and release CO2 gas, which may lead to expansion and rupture of the sealed container, and isocyanate will produce visible crystallization at temperatures below 0 ° C.
Compared with epoxy resin, the shelf life of polyurethane resin is shortened from 24 months to 6 months, especially if the seal is improper after opening the barrel, the storage time is too long, which is easy to cause the polyurethane material to be scrapped.
2.2 Inspection of Raw Materials
The testing items of polyurethane resin raw materials should be considered from the perspective of quality risk, and the items in Table 2 should be tested, and other items can be sampled on a quarterly or semi-annual basis. Compared with epoxy resin material, the main reason is that OH, NCO and moisture content detection methods are different.

Table 2 Test items of polyurethane raw materials
2.3 Process Control
The isocyanate in polyurethane resin can react with water to produce gaseous CO2, which expands by more than 1000 times, and its reaction formula is as follows.
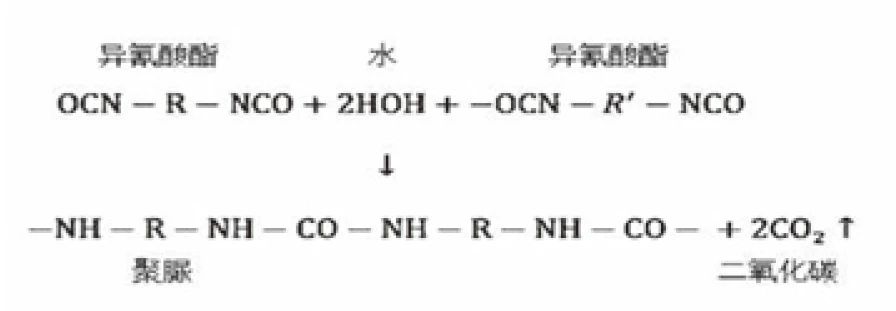
In order to control the reaction of polyurethane with water, several aspects are mainly considered: material humidity and dehumidification drying, resin defoaming and online perfusion, resin curing and curing degree testing items.
2.3.1 Material humidity and dehumidification drying
In the production process of wind power blades, polyurethane resin is used for perfusion, and its supporting materials do not use high humidity/moisture absorption materials, such as: PET is used instead of Balsa wood; Instead of paper tape, use yellow duct tape.
At present, polyurethane resin is mainly used in wind power blade components, such as girder, web, prefabricated blade root, prefabricated auxiliary beam production. Before perfusion, reverse dehumidification is used for dehumidification and drying. The glue injection port is connected to the dehumidification vacuum pump, and the evaporated water vapor can be quickly exported through the diversion channel such as the diversion network to improve the efficiency of drying and dehumidification. See Figure 1 dehumidification drying diagram.
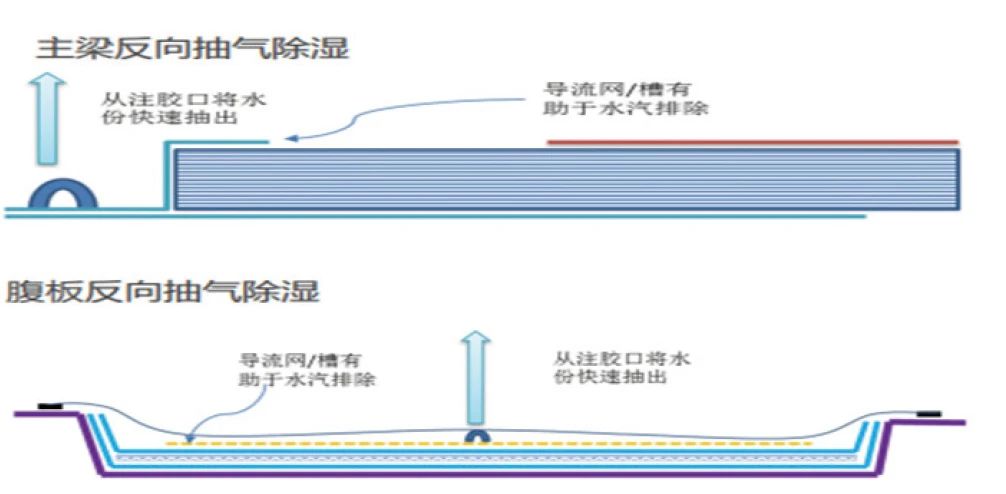
Figure 1 Schematic diagram of dehumidification and drying
The principle of dehumidification and drying is the principle that the boiling point of water is greatly reduced under the condition of high vacuum (when the vacuum is lower than 15mBar, the boiling point of water is about 15 ° C). At the same time, the dehumidification efficiency should be considered in the design of the resin injection flow channel, and the dehumidification should be dehumidified and dried from the injection side. It is recommended that the glass fiber surface temperature reaches 30 ° C and is kept for 3h. Adjust according to ambient temperature, humidity and material moisture content. In order to effectively verify the dehumidification effect, it is necessary to place the moisture content test paper and use the color difference meter to detect the B value to make a preliminary judgment.
2.3.2 Defoaming and online perfusion
Polyurethane resin is easily mixed with air during transportation and mixing, and dissolving in the liquid resin will cause defects and other adverse effects on product quality, so it needs to be defoamed before perfusion.
Compared with the on-line perfusion of epoxy resin, the perfusion equipment needs to be reformed, and the vacuum degree is higher.
Regularly clean the residual glue at the valve position (isocyanate reacts with water to crystallize);
A drying tank should be installed on the resin barrel to reduce the moisture in the air.
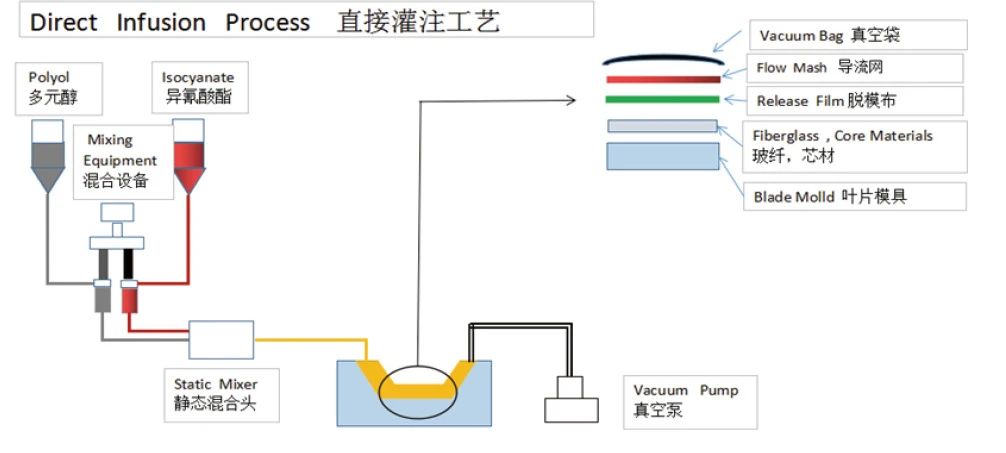
See Figure 2. Schematic diagram of polyurethane resin injection.
At the same time, polyurethane resin needs to be mixed strictly in accordance with the proportion and controlled within the tolerance range, accurate proportion and full mixing is the key to achieve resin performance. The polyols and isocyanates should be thoroughly stirred until uniform, in proportions as required by the polyurethane resin manufacturer.
FIG. 2 Schematic diagram of polyurethane resin perfusion
2.3.3 Resin curing and curing degree detection
Compared with epoxy resin, the filling speed of polyurethane resin is faster. After perfusion, the mold heating program was set at 50℃ for 2h and 70℃ for 2h; Compared with epoxy resin, its curing time will be shortened by 1~2h.
When the temperature is lower than 40℃, the reaction of polyurethane resin system is stable, but when the resin temperature is higher than 50℃, the reaction will accelerate significantly and cure in a short time. The exothermic peak of resin appeared between 1.0 and 2.0h after the beginning of heating, and the temperature increased rapidly.
According to the ambient temperature, remove the heat dissipation of the quilt in time, but the rubber injection mouth and the injection pipe can not cover the quilt, and the resin in the pipe can be heated to more than 100℃ during the curing stage. At the same time, it is also necessary to pay attention to the heating uniformity of the mold, such as uneven heating, local non-curing will lead to product scrap.
The glass transition temperature (Tg) of polyurethane resin is the main index to measure the curing degree of PU elastomer. In order to effectively obtain Tg values of polyurethane resin elastomers, dynamic thermo-mechanical analysis (DMA) is generally required. Due to the need for expensive testing equipment, it is difficult to popularize.
At present, the glass transition temperature (Tg) of epoxy resin is mainly measured by differential scanning calorimetry (DSC). Theoretically, the glass transition temperature (Tg) of polyurethane resin can be measured in the same way. However, due to the different composition of raw materials, the polymer has different degrees of phase separation, and the value of Tg on the DSC curve is not accurate. In recent years, there have been many studies on the measurement of polyurethane curing degree, and it is being gradually optimized. In order to solve this problem quickly, differential scanning calorimeter (DSC) can be used to measure the residual heat release enthalpy of the sample to indirectly characterize the curing degree of polyurethane.
PART 3
Quality risk control for polyurethane applications
Based on the application characteristics of polyurethane perfusion resin, PFMEA engineering technology was used to analyze the impact and causes, effectively identify risks, sort out 64 polyurethane risk control points (see Table 3), and determine 24 key control points by scoring and sequencing.

Table 3. Classification of polyurethane risk items
Based on critical control points, the quality control plan of wind power blade components and related inspection instructions were prepared to effectively control the quality risk of polyurethane application.
In 2022, the unit of the author of this paper will comprehensively promote the application of polyurethane resin on wind power blade webs. In the initial stage of trial production, the qualified rate of polyurethane webs was 40%~45%. Through quality improvement and key point control, the qualified rate of polyurethane webs was increased to more than 98%, reaching the quality level of epoxy resin webs.
The polyurethane resin has also been tested on the wind power blade shell, but the shell has poor infiltration and the perfusion bubble defect rate can not be controlled at a low level, and the quality risk is greater than that of the epoxy resin blade. At the same time, before polyurethane resin injection, the reverse dehumidification process needs to be increased, which affects the molding cycle of the blade housing. Through comprehensive consideration, polyurethane resin is mainly used in wind power blade girder, web, prefabricated blade root, prefabricated auxiliary beam.
Combined with the application characteristics and actual use of polyurethane resin, its application quality risks are summarized as follows.
Material risk: Define the storage and use requirements of polyurethane resin materials and supporting materials; Reduce the moisture content of each material.
Process risk: Optimize the flow channel design to improve the dehumidification effect; Reasonable adjustment of temperature and related parameters to reduce the product perfusion defect rate.
Equipment risk: injection equipment modification, maintenance and maintenance problems; Vacuum pump dehumidification effect; Mold heating and cooling performance.
epilogue
From the characteristics of polyurethane itself, the advantages and disadvantages of polyurethane resin applied to wind power blades are very obvious. In the actual production process, compared with the application of epoxy resin, its process flow has changed. Process potential failure mode and impact analysis (PFMEA) was used to identify the risks of polyurethane resin application, and relevant preventive measures were taken to reduce leaf quality risks.
The application of polyurethane resin in wind power blades can reduce the production cost of blades, but more practice and research are needed to give full play to the advantages of polyurethane resin.
Source: Quality and Certification (Author: He Hongbiao; Chen Chen; Wu Di)
Nanjing Jufa New Material Co., Ltd.
E-mail:yuan.cheng@jufa-composite.com
sales3@jufa-composite.com
Add: 7th Floor, Jiaqiang Building, No. 88 Jiangyun Road, District, Jiangning District, Nanjing, China
Web:www.jufa-composite.com

E-mail:
在线客服添加返回顶部
右侧在线客服样式 1,2,3 1
图片alt标题设置: Nanjing Jufa New Material Co., Ltd.
表单验证提示文本: Content cannot be empty!
循环体没有内容时: Sorry,no matching items were found.
CSS / JS 文件放置地